Decision-Making Techniques for Smart Semiconductor Manufacturing
Abstract
In September 2023 the Dagstuhl Seminar 23362 explored the needs of the semiconductor industry for novel decision-making techniques and the related information systems to empower flexible decisions for smart production. The seminar participants also spent time identifying requirements for a simulation testbed which allows for assessing smart planning and control decisions in the semiconductor industry. The Executive Summary describes the process of the seminar and discusses key findings and areas for future research regarding these topics. Abstracts of presentations given during the seminar and the output of breakout sessions are collected in further sections.
Keywords and phrases:
analytics, modeling, semiconductor manufacturing, simulation, smart manufacturingSeminar:
September 3–8, 2023 – https://www.dagstuhl.de/233622012 ACM Subject Classification:
Applied computing Industry and manufacturing ; Computing methodologies Modeling and simulation ; Applied computing Multi-criterion optimization and decision-makingCopyright and License:
1 Executive Summary
Hans Ehm
John Fowle
Lars Mönch
License: ![]() Creative Commons BY 4.0 International license © Hans Ehm, John Fowler, and Lars Mönch
Creative Commons BY 4.0 International license © Hans Ehm, John Fowler, and Lars Mönch
The Industry 4.0 vision is a frequently discussed topic in manufacturing enterprises in Europe, Asia, and North America. The Industry 4.0 vision is a frequently discussed topic in manufacturing enterprises in Europe, Asia, and North America. It is expected that advanced technologies such as Cyber-Physical Systems, Internet of Things, cloud computing, and big data technologies enable the emergence of smart manufacturing systems. A smart factory promises to bring transparency to manufacturing facilities by integrating technological advances in computer networks, data integration, and analytics. At the same time, critical questions are asked related to the benefits of Industry 4.0. It is mainly criticized that the requirements and consequences of Industry 4.0 regarding future production planning and control strategies are not fully understood or not even taken into account in the overall Industry 4.0 conception, i.e., many of key decision processes are not included.
The semiconductor industry is capital intensive. The manufacturing process is very complex due to reentrant flows in combination with very long cycle times and multiple sources of uncertainty. This industry is an extreme field for production planning and control solutions from an algorithmic point of view, as well as from a software and information systems point of view. The degree of automation was always – and is still – high compared to other industries. On the one hand, one can argue that in wafer fabs elements of smart manufacturing are already realized, namely most of manufacturing information is available in real-time, the manufacturing process is paperless, lots can be uniquely identified and located, and collaborative human-machine interaction exists. On the other hand, there are significant differences in automation efforts related to manual work-intensive industries such as automotive or aircraft manufacturing where assembly operations are performed in flow lines. In addition to shop-floor control concerns, supply chain management problems have become more and more important which necessitate a horizontal integration of the semiconductor supply chain and digital transformation for the industry ecosystem.
The major objective of this Dagstuhl Seminar was related to developing a research agenda for making smart semiconductor manufacturing decisions and the information systems to empower flexible decisions for smart production. The research agenda was developed around the following two main topics:
- Topic 1:
-
Novel decision-making approaches that exploit the huge amount of available data and orchestrate the interrelated decisions
- Topic 2:
-
Future information systems for decision support and facilitating digital transformation.
The purpose of this seminar was to bring together researchers from different disciplines including information systems, computer science, industrial engineering, supply chain management, data science, and operations research whose central interest is in decision-making for smart semiconductor manufacturing. Moreover, practitioners from the semiconductor industry who have frequently articulated their perception that academic research did not always address the real problems faced by the industry brought in their domain knowledge to make sure that progress towards applicability and feasibility was made during this seminar. Detailed introduction to the topic, the objectives, and results of the seminar, as well as the next steps will be presented in the following sections of this report.
2 Table of Contents
3 Seminar Objectives
Hans Ehm
John Fowle
Lars Mönch
License: ![]() Creative Commons BY 4.0 International license © Hans Ehm, John Fowler, and Lars Mönch
Creative Commons BY 4.0 International license © Hans Ehm, John Fowler, and Lars Mönch
Complex manufacturing processes are the heart of semiconductor manufacturing. A semiconductor chip is a highly miniaturized, integrated circuit (IC) consisting of thousands of components. Semiconductor manufacturing starts with thin discs, called wafers, made of silicon. A large number of usually identical chips can be produced on each wafer by fabricating the ICs layer by layer in a wafer fabrication facility (wafer fab). The corresponding step is referred to as the Fab step. Next, electrical tests that identify the individual dies that are likely to fail when packaged are performed in the Probe facility. An electronic map of the condition of each die is made so that only the good ones will be used. The probed wafers are then sent to an Assembly facility where the good dies are put into an appropriate package. The assembled dies are sent to a test facility where they are tested to ensure that only good products are sent to customers. Wafer fabrication and probe are often called the front-end and assembly and test are called the back-end.
The semiconductor industry is capital intensive caused primarily by extremely expensive machines, some up to $ 100 million US. The manufacturing process is very complex due to the reentrant flows in combination with very long cycle times and the multiple sources of uncertainty involved. The demand is highly volatile. The consequences of the current chip shortage are felt throughout the economy and in everyday life. The semiconductor industry is an extreme field for decision support solutions from an algorithmic as well as from a software and information systems point of view. The huge size of the supply chains involved, the pervasive presence of different kinds of uncertainties, and the rapid pace of change leads to an environment that places approaches developed in other industries under major stress. Modeling and analysis approaches that are successful in this industry are likely to find applications in other areas, and to significantly advance the state of the art in their fields (Chien et al. 2011).
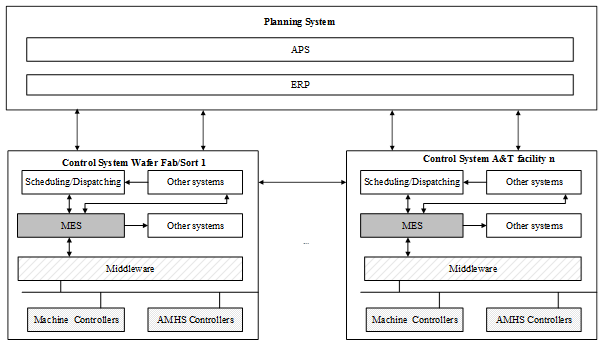
The principle architecture of the planning and control system of a conventional semiconductor supply chain consisting of several wafer fabs/sort facilities and assembly and test (A&T) facilities is shown in Figure 1.
The first objective of the seminar consisted of developing a research agenda for decision-making in smart semiconductor manufacturing. This included innovative modeling approaches for supply chain planning and detailed production planning and scheduling/dispatching in semiconductor supply chains. But it also included ideas on how to design the related future information systems. Proposing such a research agenda is timely, since on the one hand there is a technology pressure and on the other hand a demand pull for advanced decision-making procedures that support digitalization efforts in semiconductor manufacturing.
The proposed research agenda is not only important for semiconductor manufacturing, because decision-making approaches that are successful in this industry are likely to find applications in other areas. We expect that these applications will significantly advance the state of the art in their fields.
The developed research agenda is around the following two main topics:
-
Topic 1: Novel decision-making approaches that exploit the huge amount of available data and orchestrate the interrelated decisions:
-
–
Which parts of the Industry 4.0 and/or the smart manufacturing vision are already implemented in semiconductor manufacturing and what is still missing?
-
–
What are the specific automation drivers in semiconductor manufacturing compared to other industries?
-
–
Can techniques from smart manufacturing help to reduce the current chip shortage?
-
–
Which additional data, for instance, provided by sensors and cyber-physical systems can be used to make better decisions (Chien and Chuang 2014)? How can the improvement potential based on the advanced data availability be quantified (Khakifirooz et al. 2018)?
-
–
Which decisions can or even should be integrated? Possible examples for integrated short-term decisions are job scheduling on machines and automated transportation and job scheduling and preventative maintenance planning. Integrated scheduling and process control decisions are another example. Energy-aware scheduling approaches require integrated decisions too (Rocholl et al. 2020, Rocholl and Mönch 2021). On the mid-term planning level, the integrated management of production jobs and engineering jobs is challenging. Up to 30% of all jobs in a wafer fab are engineering jobs. They com¬pete with the production jobs for the scarce capacity of the machines. It is also interesting to make integrated production planning and inventory planning decisions in semiconductor manufacturing.
-
–
Which changes are required or are even possible for planning and control algorithms in smart manufacturing systems? Do we expect fundamentally new algorithms?
-
–
Is there a need for new fab layouts in the context of smart manufacturing? Initial steps towards the possible redesign of the automated material handling system (AMHS) are discussed by Ham and Kim (2017) and Hwang and Jang (2020).
-
–
How can dynamics and stochasticity be included into decision-making? Different ways to anticipate stochasticity including robust optimization, approximate dynamic programming, and stochastic programming have to be researched in the smart semiconductor manufacturing context. Different ways to appropriately deal with stochasticity including rolling planning techniques and inventory holding strategies have to be studied. Generation of scenarios and other distribution parameters for planning problems in supply chains using big data techniques have to be researched.
-
–
Many planning and control approaches are based on (distributed) hierarchical approaches. What is the role of anticipation of lower level behavior in upper level decision-making? Because many different, often autonomous decision-making entities including humans occur in semiconductor manufacturing, negotiation approaches are typical in such distributed hierarchical planning and control systems How can such negotiation approaches be automated and which decisions should continue to be made by humans?
-
–
How can sustainability issues be incorporated into decision making? For instance, taking advantage of real-time pricing in future energy markets is only reasonable when scheduling decisions can be made in real-time.
-
–
What is the relationship of real-time decisions based on real-time information on the status of the shop-floor (or even the supply chain) and planning nervousness?
-
–
As the level of automation increases in the factory of the future, there is a need to adapt the decision-making entities to the current situation at the shop floor and the entire supply chain. Which machine learning paradigms are appropriate to reach this goal (Chien et al. 2021)?
-
–
-
Topic 2: Future information systems for decision support and facilitating digital transformation:
-
–
What changes for next-generation decision support systems are required? It is expected that decentralized decision support systems are more important than in the past.
-
–
Can advanced information systems help to reduce the current chip shortage?
-
–
What alternative software solutions including software agents and service-oriented computing for planning and scheduling applications in smart semiconductor manufacturing are beneficial?
-
–
What is the role of different simulation paradigms in the factory of the future/supply chain of the future?
-
–
What is the expected benefit of digital twins in semiconductor manufacturing? For instance, it has to be decided at what levels (e.g. factory, supply chain) they should be considered.
-
–
What integration concepts for state-of-the-art computing techniques to obtain models that are computationally tractable and address the different uncertainties encountered in this industry are appropriate for their usage in smart semiconductor manufacturing?
-
–
What interaction of human agents with information systems in the factory of the future is beneficial?
-
–
Because of the complexity of semiconductor supply chains, long computing times still hinder the usage of analytic solution approaches especially for what-if analysis. What is the role of state-of-the-art computing techniques including parallel computing on Graphics Processing Units (GPU) machines or cloud computing techniques in decision-making for smart semiconductor manufacturing?
-
–
Since the expected potential of smart manufacturing is based on advanced information and communication technologies, we thought that the second topic is important and should be also addressed in the research agenda. Research related only to the first main topic is not sufficient since it is expected that technologies such as cyber-physical systems, software agents, cloud computing, and simulation are technological enablers for the novel decision-making paradigms of the first topic.
Due to the inherent complexity of semiconductor supply chains it requires simulation of the physical supply chain to understand the interactions between the planning and control components and the physical supply chain, to find solution approaches to problems, and to verify them in the risk-free simulation environment before implementing them. There are widely accepted reference (simulation) models for single wafer fabs and simple semiconductor supply chains. These models are primarily based on simulation models proposed in the Measurement and Improvement of Manufacturing Capacity (MIMAC) project (led by one of the organizers of this proposed Dagstuhl Seminar) 25 years ago that are still used by many academic researchers working with the semiconductor industry. These models do not reflect the complexity and the level of detail of current and future semiconductor supply chains. Even more recent simulation models such that the models from the SMT 2020 testbed (Kopp et al. 2020) are not fully appropriate for smart manufacturing since they do not support, for instance, AMHS- or sustainability-related decisions. Therefore, the second goal of the seminar consisted in identifying the core elements of a simulation testbed which allows for assessing smart planning and control decisions in the semiconductor industry.
The second objective can be reached by the following steps:
-
specification of the main ingredients of the simulation models of the testbed ,
-
specification of additional requirements compared to conventional wafer fab or semiconductor supply chain simulation models that arise from the smart semiconductor manufacturing context, for instance, providing data gathering schemes that allow to mimic the application of big data analytics,
-
design of rich reference application scenarios.
Of course, this work was not completed during the seminar, but because of the working groups we were able to come up with a significant draft that can be refined in various ways after the seminar. We believe that the research agenda is what is important and that the simulation testbed model for assessing smart decision-making procedures is simply a means to that end.
3.1 The Process
In the opening session, the organizers welcomed the participants. Next, the participants each introduced themselves. An overview of the goals and objectives of the seminar and a detailed review of the seminar program including the ground rules for interactions followed after the introduction. The remainder of the day on Monday consisted of an introduction into smart manufacturing (by John Fowler and Lars Mönch) and six industry overview talks (by Adar Kalir, Marcel Stehli, Alexandru Prisacaru, Thomas Ponsignon, Hans Ehm, and Peter Lendermann). Tuesday and half a day on Wednesday were devoted to presentations and discussions about the various elements of the semiconductor supply chain planning and control systems shown in Figure 1 above and their relations to smart semiconductor manufacturing. See Table 1 below for a list of topics and presenters and Appendix B for abstracts of the presentations.
| Topic | Presenter |
|---|---|
| Machine Learning-based Process Modeling in Semiconductor Manufacturing | Gian Antonio Susto |
| Demonstration of the Feasibility of the Application of Machine Learning for Production Scheduling | Cathal Heavey |
| Advancing Automation through Robot Collaboration Intelligence and Digital Twin Integration | Young Jae Jang |
| Digital Twins | Andrea Matta |
| SMT2020 Reference Model | Michael Hassoun |
| Cloud-based Simulation Experiments for Optimization and Machine Learning | Oliver Rose |
| Order-lot Pegging in a Multi-fab Setting | Liji Shen |
| Agent-based Decision Support in Borderless Fab Scenarios in Semiconductor Manufacturing | Raphael Herding |
| DTFab: Performance Improvement, Analytics and Security in DT-controlled Semiconductor Systems | Giulia Pedrielli |
| Complex flexible Job-shop Scheduling Problems and Semiconductor Manufacturing | Stephane Dauzère-Pérès |
| Scheduling in Semiconductor Reliability Testing Labs | Jessica Hautz |
| Minimizing Makespan for a Multiple Orders per Job Scheduling Problem in a Two-stage Permutation Flow Shop | Rohan Korde |
| Genetic Programming for Energy-aware Scheduling | Daniel Schorn |
| Reinforcement Learning | Mahsa Shekari |
Wednesday afternoon was the excursion to Trier that was enjoyed by the participants.
Thursday was devoted to a set of three breakout sessions with report outs on the topics in Table 2. Appendix C has the breakout report outs.
The first set of breakout sessions had three groups focus on machine learning (ML) since ML techniques are an important element of smart manufacturing. The second set of breakouts had again three groups consider simulation-based decision support since such techniques are an important element of smart manufacturing. The third breakout session had again three groups, one dealing with sustainability issues as a core element of smart manufacturing, one with information systems including ontologies, and a last one that prepared a joint session with the participants of the Dagstuhl Seminar running in parallel with the present seminar. During the joint session with the other seminar on Thursday evening we learned from some basic facts about multi-criteria optimization (well-known for many participants of our seminar) and introduced various multi-criteria optimization problems found in semiconductor manufacturing to the participants of the other seminar.
Friday consisted of a panel discussion (panelist Heavey, Lendermann, Matta, Pedrielli) moderated by John Fowler on the required core elements of a simulation testbed which allows for assessing smart planning and control decisions in the semiconductor industry and a wrap-up session.
| Session | Topic | Participants (lead in bold) |
|---|---|---|
| 1 | What are the state-of-the-art and future needs for ML-based decision support for different (smart) planning and control tasks | Ehm, Hautz, Jang, Lendermann, Rose, Schmielau, Stehli |
| same topic | Bitsch, Dauzère-Pérès, Heavey, Korde, Mönch, Prisacaru, Pedrielli | |
| same topic | Bisslich, Fowler, Hassoun, Matta, Ponsignon, Schorn, Shekari, Shen | |
| 2 | What are the state-of-the-art and future needs for simulation-based decision support for different (smart) planning and control tasks? | Bisslich, Hautz, Jang, Matta, Mönch, Ponsignon, Prisacaru, Stehli |
| same topic | Bitsch, Ehm, Dauzère-Pérès, Hassoun, Korde, Pedrielli, Shekari | |
| same topic | Fowler, Heavey, Lendermann, Rose, Schmielau, Schorn, Shen | |
| 3 | Sustainability issues | Bitsch, Dauzère-Pérès, Hassoun, Mönch, Schorn |
| Information systems and ontologies | Ehm, Matta, Prisacaru, Schmielau, Shekari, Stehli | |
| Preparation of exchange with the participants of the parallel seminar on multi-objective optimization under budget | Bisslich, Fowler, Ponsignon |
3.2 Key Take Aways
There were a number of key findings and areas for future research that were identified in the seminar. We will first summarize some of the key findings and will follow this with some areas for future research.
One of the first findings was that the participants generally agreed that some of the major elements of smart manufacturing are already implemented in semiconductor manufacturing, but there are also elements that are less well understood and consequently implemented. Having said this, ML approaches are considered as promising for semiconductor manufacturing, but their potential is still not fully understood and explored. This is especially true for the role of reinforcement learning which is recently often applied to semiconductor scheduling.
Second, it appears that there are still limitations in applying different simulation paradigms in practice such as ML approaches are often not integrated into simulation models and existing reference simulation models are too difficult to apply for benchmarking purposes. Digital twins are considered as another promising direction for semiconductor manufacturing, however, they are not fully implemented so far.
Third, both the industrial and academic participants generally agree that the integration of sustainability efforts into decisions on the wafer fab and the supply chain level is often fairly ad hoc and could/should be improved in the future.
Finally, the participants generally agreed that there does not currently exist an adequate reference (simulation) model for smart manufacturing. Such a simulation model should allow for making sustainable decisions and for supporting the application of ML techniques when decisions are made.
In addition to the findings mentioned above, several areas for future research were identified.
An overarching idea was that the future research should focus more on formulation of appropriate models for smart manufacturing because this is fundamentally more important than the actual solution techniques chosen. Some of the future research areas are included below:
-
More applications of CPSs, for instance for AMHS operations or for lot processing are desirable in semiconductor manufacturing.
-
Multi-agent systems (MAS) are a desirable software paradigm for smart semiconductor manufacturing. However, more real-world applications are required.
-
Developing better integration of various decisions made in the elements of Figure 1.
-
Incorporating sustainability aspects into strategic and tactical supply chain planning models.
-
Exploring the use of different simulation paradigms (systems dynamics, agent-based, hybrid models, reduced simulation models) to model and analyze semiconductor supply chains.
-
Exploring and applying the possibilities of the semantic web to facilitate a meaningful data exchange between different planning and control applications.
3.3 Next Steps
As a way to further the discussion of and collaboration on the topics of the seminar, Prof. Lars Mönch, Hans Ehm, and Prof. John Fowler are guest editing a special issue of the Flexible Services and Manufacturing Journal entitled Decision-Making Techniques for Smart Semiconductor Manufacturing. The deadline for submission is May 1, 2024. This date was selected to allow time for ideas created by the participants of the seminar to be incorporated into papers https://www.springer.com/journal/10696/updates/26269410.
3.4 Acknowledgements
First, we want to thank the Dagstuhl staff for their great support of this seminar. The seminar also would not have been nearly as productive without the active contribution of every attendee, and for that the organizers are extremely grateful.
References
- [1] Chien, C.-F, Chuang, S.-C. (2014): A Framework for Root Cause Detection of Sub-Batch Processing System for Semiconductor Manufacturing Big Data Analytics. IEEE Transactions on Semiconductor Manufacturing, 27(4), 475–488.
- [2] Chien, C.-F., Dauzère-Pérès S., Ehm H., Fowler J. W., Jiang Z., Krishnaswamy S., Lee, T.-E., Mönch, L., Uzsoy, R. (2011): Modeling and Analysis of Semiconductor Manufacturing in a Shrinking World: Challenges and Successes. European Journal of Industrial Engineering, 5(3), 254–271.
- [3] Chien, C.-F., Ehm, H., Fowler, J. W., Mönch, L., Wu, C.-H. (2021): Production-Level Artificial Intelligence Applications in Semiconductor Manufacturing. Proceedings of the 2021 Winter Simulation Conference, 1–8.
- [4] Chien, C.-F., Ehm, H., Fowler, J. W., Kempf, K. G., Mönch, L., Wu, C.-H. (2023): Production-Level Artificial Intelligence Applications in Semiconductor Manufacturing. IEEE Transactions on Semiconductor Manufacturing, 36(4), 560–569.
- [5] Dequeant, D., Vialletelle, P., Lemaire, P., Espinouse, M.-L. (2016): A Literature Review on Variability in Semiconductor Manufacturing: The Next Forward Leap to Industry 4.0. Proceedings of the 2016 Winter Simulation Conference, 2598–2609.
- [6] Ehm, H., Mönch, L. (2016): Von der Digitalen Fabrik zur Digitalen Lieferkette in der Halbleiterindustrie: Bestandsaufnahme, Lösungsansätze und viele Herausforderungen. Obermaier, R. (ed.): Industrie 4.0 als unternehmerische Gestaltungsaufgabe, Springer/Gabler, 149–158.
- [7] Forstner, L., Dümmler, M. (2014): Integrierte Wertschöpfungsnetzwerke – Chancen und Potenziale durch Industrie 4.0. Elektrotechnik und Informationstechnik, 131(7), 199–201.
- [8] Ham, A., Kim, D. J. (2017): Scheduling of Drone-based Material Transfer System in Semiconductor Manufacturing. Proceedings of the 2017 Winter Simulation Conference, 3726–3732.
- [9] Hwang, I., Jang, Y. J. (2020): Q() Learning-based Dynamic Route Guidance Algorithm for Overhead Hoist Transport Systems in Semiconductor Fabs. International Journal of Production Research, 58(4), 1199–1221.
- [10] Kaufmann, T., Forstner, L. (2017): Die horizontale Integration der Wertschöpfungskette in der Halbleiterindustrie – Chancen und Herausforderungen. T. Bauernhansl, M. ten Hompel, B. Vogel-Heuser (eds.): Industrie 4.0 in Produktion, Automatisierung und Logistik, Wiesbaden, 359–367.
- [11] Khakifirooz, M., Chien, C.-F., Chen, Y.-J. (2018): Bayesian Inference for Mining Semiconductor Manufacturing Big Data for Yield Enhancement and Smart Production to Empower Industry 4.0. Applied Soft Computing, 68, 990–999.
- [12] Khakifirooz, M., Fathi, M., Wu, K. (2019a): Development of Smart Semiconductor Manufacturing: Operations Research and Data Science Perspectives. IEEE Access, 7.
- [13] Khakifirooz, M., Fathi, M., Chien, C.-F., Pardalos, P. M. (2019b): Management Suggestions for Process Control of Semiconductor Manufacturing: An Operations Research and Data Science Perspective. Blondin, M. J., Pardalos, P. M., Sáez, J. S. (eds.) Computational Intelligence and Optimization Methods for Control Engineering, Springer, 245–274.
- [14] Kopp, D., Hassoun, M., Kalir, A., Mönch, L. (2020): SMT2020 – A Semiconductor Manufacturing Testbed. IEEE Transactions on Semiconductor Manufacturing, 33(4), 522–531.
- [15] Kusiak, A. (2018): Smart Manufacturing. International Journal of Production Research, 56(1-2), 508–517.
- [16] Kusiak, A. (2019): Fundamentals of Smart Manufacturing: A Multi-thread Perspective. Annual Reviews in Control, 47, 214–220.
- [17] Lee, J. (2015): Smart Factory Systems. Informatik-Spektrum, 38(3), 230–235.
- [18] Mertens, P. (2014): Industrie 4.0 = CIM 2.0? Industrie Management, 30(1), 27–30.
- [19] Mertens, P., Barbian, D., Baier, S. (2017): Digitalisierung und Industrie 4.0 – eine Relativierung. Springer Vieweg, Wiesbaden.
- [20] Mertens, P., Barbian, D. (2019): Industrie 4.0 und Integrierte Informationsverarbeitung. Obermaier, R. (ed.): Handbuch Industrie 4.0 und Digitale Transformation, Springer/Gabler, 47–71.
- [21] Mönch, L., Fowler, J. W., Mason, S. J. (2013): Production Planning and Control for Semiconductor Wafer Fabrication Facilities: Modeling, Analysis, and Systems. Springer Operations Research/Computer Science Interfaces, New York, Vol. 52.
- [22] Rocholl, J., Mönch, L., Fowler, J. W. (2020): Bi-criteria Parallel Batch Machine Scheduling to Minimize Total Weighted Tardiness and Electricity Cost. Journal of Business Economics, 90, 1345–1381.
- [23] Rocholl, J., Mönch, L. (2021): Simulation-Based Performance Assessment of Sustainable Manufacturing Decisions. Proceedings of the 2021 Winter Simulation Conference, 1–12.
- [24] Sucky, E., Gampl, M., Ruh, A., Stelzer, N., Weidinger, J. (2018): Industrie 4.0: Marketing-kampagne oder Revolutionsbeginn? https://opus4.kobv.de/opus4-bamberg/-frontdoor/index/index/docId/46573.
4 Overview of Talks
4.1 Complex Flexible Job-shop Scheduling Problems and Semiconductor Manufacturing
Stéphane Dauzère-Pérès (Mines Saint-Etienne, FR)
License: ![]() Creative Commons BY 4.0 International license © Stéphane Dauzère-Pérès
Creative Commons BY 4.0 International license © Stéphane Dauzère-Pérès
The presentation focused on the flexible job-shop scheduling problem and some of its extensions, on neighborhood-based metaheuristics and their application to semiconductor manufacturing. The extensions include additional constraints, such as sequence-dependent setup times and batching, and new criteria. The disjunctive graph modeling was presented for various complex flexible job-shop scheduling problems, together with various properties that allow to speed up the search in neighborhhod-based metaheuristics. Scheduling in semiconductor manufacturing was then discussed to emphasize the complexity and the size of the real-life problems that must be solved. A batch-oblivous approach was then presented, which has been implemented and is being used in a real factory to solve problems with more than 2,500 operations and 200 machines. The presentation ended with some general conclusions, in particular on various industrial constraints not discussed but already considered, and perspectives on future relevant academic and industrial research, in particular robust scheduling.
4.2 Reducing Bullwhip in Supply Chains Containing Semiconductors Using Anonymous Survey and Semantic Web Technologies
Hans Ehm (Infineon Technologies – München, DE)
License: ![]() Creative Commons BY 4.0 International license © Hans Ehm
Creative Commons BY 4.0 International license © Hans Ehm
Corona triggered a bullwhip amplified demand reduction for semiconductors – especially from the automotive industry. In conjunction with rising demand in communication industry (more home offices, more cameras, more audio tools, …) global capacities for the automotive industry was lost and this caused global chip shortages when the demand came back in the automotive industry with the consequence of shutting off of car manufacturing factories.
With analytics and simulation the root causes of the root causes could be identified, which is beyond others a Kanban driven replenishment which acts a bullwhip accelerator in disruptive times like during COVID and the human behavior based on prospect theory.
Due to the magnitude and possible further impacts of the problem not only the usual business stakeholders searched for long term solution also governments got involved and triggered and supported decision techniques to learn from the problem and mitigate it for the future.
The 4-step plan emerged: 1) higher inventory, 2) anonymous survey and 3) breakdown this coarse survey results with 3) semantic web based AI techniques to enable a 4) a leadtime based pricing. This plan is now in implementation in EU funded projects and supported by semi IAC
Furthermore general current problems and opportunities in the domain semiconductor and supply chains containing semiconductors have been shared from an industry point of view.
In the URL noted above full text of around 100 papers relevant for the domain (not limited to the presentation title), are provided.
4.3 Scheduling in Semiconductor Reliability Testing Labs
Jessica Hautz (KAI – Villach, AT) and Lars Mönch (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Jessica Hautz and Lars Mönch
Creative Commons BY 4.0 International license © Jessica Hautz and Lars Mönch
Power semiconductor components have to fulfill high-quality standards. To meet these requirements, so-called Reliability Product Testing (RPT) laboratories perform product qualification tests, process monitoring tests, and tests accompanying the technology development. Reliability testing is resource-intensive, requiring trained engineers and high-tech equipment. The complex allocation of tests to the respective resources to create a scheduling plan within RPT labs is a very challenging task. Currently, this plan is created by senior experts with the help of a static dispatcher that doesn’t consider resource capacities. Introducing scheduling models to the RPT labs has the potential to reduce equipment idle times, to avoid bottlenecks, to meet the costomer deadlines more confident, and to use resources more efficiently. Also, costly lab extensions and equipment purchases can be prevented. The problem we are considering belongs to the family of complex job shop scheduling problems, having the following -representation:
The development of a rolling-horizon approach to solve the problem using metaheuristics based on disjunctive graphs will be investigated.
4.4 Demonstration of the Feasibility of the Application of Machine Learning for Production Scheduling
Cathal Heavey (University of Limerick, IE)
License: ![]() Creative Commons BY 4.0 International license © Cathal Heavey
Creative Commons BY 4.0 International license © Cathal Heavey
Joint work of: Amir Ghasemi, Amir Ashoori, Cathal Heavey
Simulation Optimization (SO) techniques refer to a set of methods that have been applied to stochastic optimization problems, structured so that the optimizer(s) are integrated with simulation experiments. Although SO techniques provide promising solutions for large and complex stochastic problems, the simulation model execution is potentially expensive in terms of computation time. Thus, the overall purpose of this research is to advance the evolutionary SO methods literature by researching the use of metamodeling within these techniques. Accordingly, we present a new Evolutionary Learning Based Simulation Optimization (ELBSO) method embedded within Ordinal Optimization. In ELBSO a Machine Learning (ML) based simulation metamodel is created using Genetic Programming (GP) to replace simulation experiments aimed at reducing computation. ELBSO is evaluated on a Stochastic Job Shop Scheduling Problem (SJSSP), which is a well known complex production planning problem in most industries such as semiconductor manufacturing. To build the metamodel from SJSSP instances that replace simulation replications, we employ a novel training vector to train GP. This then is integrated into an evolutionary two-phased Ordinal Optimization approach to optimize an SJSSP which forms the ELBSO method. Using a variety of experimental SJSSP instances, ELBSO is compared with evolutionary optimization methods from the literature and typical dispatching rules. Our findings include the superiority of ELBSO over all other algorithms in terms of the quality of solutions and computation time. Furthermore, we present how approaches similar to the ELBSO method could be integrated with a Manufacturing Execution System (MES) in semiconductor manufacturing to allow scheduling at an operational level.
4.5 Agent-based Decision Support in Borderless Fab Scenarios in Semi- conductor Manufacturing
Raphael Herding (Westfälische Hochschule – Bocholt, DE) and Lars Mönch (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Raphael Herding and Lars Mönch
Creative Commons BY 4.0 International license © Raphael Herding and Lars Mönch
The design and the implementation of a multi-agent system (MAS) for a borderless fab scenario is presented. In a borderless fab scenario, lots are transferred from one semiconductor wafer fabrication facility (wafer fab) to another nearby wafer fab to process certain process steps of the transferred lots. Production planning is carried out individually for each of the wafer fabs. The modeling of the available and requested capacity in the production planning models of the participating wafer fabs is affected by the lot transfer. Three scenarios, namely no borderless fab (NBF), borderless fab with no production planning (BF-NPP), and borderless fab with advanced production planning (BF-APP) are discussed and the performance results are presented. The transfer of the route information from one wafer fab to another one to automatically generate the linear programming models for production planning is described. Production planning is carried out in a rolling horizon setting. We show by simulation experiments that a correct modeling of the capacity in the production planning formulations results in improved profit compared to a setting where the lot transfer is not taken into account in the planning formulations. In addition, we demonstrate that an ontology to standardize the data exchange between the wafer fabs can be beneficial in a borderless fab setting.
4.6 Advancing Automation Through Robot Collaboration Intelligence and Digital Twin Integration
Young Jae Jang (KAIST – Daejeon, KR)
License: ![]() Creative Commons BY 4.0 International license © Young Jae Jang
Creative Commons BY 4.0 International license © Young Jae Jang
This presentation delves into the evolving realm of automation, emphasizing the role of robot collaboration intelligence. Leveraging advanced AI, this innovation facilitates synergistic interactions among industrial robots, streamlining their control and management. With the rise of adaptable agent-based robots, such as automated guided vehicles (AGVs), autonomous mobile robots (AMRs) and overhead hoist transporters (OHTs) in manufacturing, there’s a marked increase in operational flexibility. As these robots grow more sophisticated and their numbers expand, robot collaboration intelligence emerges as a pivotal tool, amplifying their efficacy. Through industry case studies, we will elucidate the immense potential of this nascent technology:
-
Management of over 1,000 Overhead Hoist Transport (OHT) Systems in semiconductor fabrication plants
-
Fleet regulation of 200 AGV/AMR in warehouse settings
Additionally, we introduce the Digital Twin concept tailored for Robot Collaboration Intelligence. The outlined Digital Twin (OMS-DT) encompasses a robot emulator, integrated hardware-software links, and a simulated environment, with real-world applications of this Digital Twin being showcased.
4.7 On the Application of Machine Learning in Semiconductor Manufacturing
Adar Kalir (Intel Israel – Qiriat-Gat, IL)
License: ![]() Creative Commons BY 4.0 International license © Adar Kalir
Creative Commons BY 4.0 International license © Adar Kalir
Semiconductor manufacturing is data-intensive. It is also very complex. Combined, these two aspects drive ML usage in this industry. Big success is already evident in Yield, Equipment Diagnosis, … and growing in productivity, capacity. “Signal-to-Noise” is still a challenge in many problems (e.g. wafer breaks; CQT’s [violations]).
4.8 Minimizing Makespan for a Multiple Orders per Job Scheduling Problem in a Two-stage Permutation Flowshop
Rohan Korde (Arizona State University – Tempe, US), John Fowler (Arizona State University – Tempe, US), and Lars Mönch (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Rohan Korde, John Fowler, and Lars Mönch
Creative Commons BY 4.0 International license © Rohan Korde, John Fowler, and Lars Mönch
We introduced the “multiple orders per job” scheduling problem (Mason et al., 2004) in a two-stage permutation flowshop with the goal of minimizing the makespan. This problem, is NP-hard. We discussed different types of methods we used to solve this problem for both small-sized and large-sized problem instances. These methods include exact methods, heuristics, and metaheuristics. Finally, we compared the performance of these methods on the different problem instances that were generated using a full factorial numerical experiment.
References
- [1] Graham, R. L., E. L. Lawler, J. K. Lenstra, and A. H. G. Rinnooy Kan. 1979. “Optimization and Approximation in Deterministic Sequencing and Scheduling: A Survey”. Annals of Discrete Mathematics 5:287–326.
- [2] Johnson, S. M. 1954. “Optimal Two and Three-Stage Production Schedules with Setup Times Included”, Naval Research Logistics Quarterly 1:61-67.
- [3] Laub, J. D., J. W. Fowler, and A. B. Keha. 2006. “Capacitated Lot Streaming in 3-Machine Flow Shops”, ASU Working Paper ASUIE-ORPS-2006-016.
- [4] Laub, J. D., J. W. Fowler, and A. B. Keha. 2007. “Minimizing Makespan With Multiple-Orders-Per-Job in a Two-Machine Flowshop”, European Journal of Operational Research 182(1):63-79.
- [5] Mason, S. J., P. Qu, E. Kutanoglu, and J. W. Fowler. 2004. “The Single Machine Multiple Orders Per Job Scheduling Problem”, Working paper.
- [6] Nawaz, M., E. E. Enscore, Jr, and I. Ham. 1983. “A Heuristic Algorithm for the m-Machine, n-Job Flowshop Sequencing Problem”, Omega – the International Journal of Management Science 11:91-95.
- [7] Palmer, D. S. 1965. “Sequencing Jobs Through a Multi-Stage Process in the Minimum Total Time – A Quick Method of Obtaining a Near Optimum”, Operational Research Quarterly 16:101-107.
- [8] Pinedo M. L. 2022. Scheduling Theory, Algorithms, and Systems. 6th ed. Cham, Switzerland: Springer Nature Switzerland AG.
- [9] Sarin, S. C., L. Wang, and M. Cheng. 2012. “Minimising makespan for a two-machine, flow shop, single-wafer-processing, multiple-jobs-per-carrier scheduling problem”, International Journal of Planning and Scheduling 1(3):171-208.
4.9 Smart Capacity Planning and Material Flow Optimisation in the Semiconductor Wafer Fab
Peter Lendermann (D-SIMLAB – Singapore, SG)
License: ![]() Creative Commons BY 4.0 International license © Peter Lendermann
Creative Commons BY 4.0 International license © Peter Lendermann
In the “AI-Driven Smart Factory” as propagated by SEMI in the Smart Manufacturing Roadmap, Artificial Intelligence, and in particular Reinforce Learning techniques are a distinguishing enabling element along the transition from today’s Smart/Industry 4.0 approaches to the future “Smart 2.0 Factory” and especially the “Autonomous Control Room”. This raises the question for what kind of tasks and functions such techniques can add value on top of what is possible with established methods, which in this presentation will be discussed from the Industrial Engineering point of view, i.e. decisions around capacity planning and material flow optimisation in a semiconductor wafer fab. Whenever such a decision is to be taken, the expected performance of the selected option with regard to a particular objective against alternative options is required. In the case of a wafer fab, the underlying objective function should be a capacity model that is able to represent a Discrete Event Logistics System, and since in most cases the interdependency between capacity and cycle time, i.e. the causality between a certain solution option and its impact on capacity and cycle time needs to be considered, this capacity model should be (in the case of a schedule to be generated) a deterministic or (in the case of a longer term plan to be generated) a stochastic Discrete Event Simulation model, also because these causalities need to be portrayed with sufficient fidelity.
To determine an optimal plan or schedule, powerful optimisation techniques are needed, requiring detection of correlations between decision variable values and objective values. That is where Reinforcement Learning techniques come into the picture. The presentation will also explain why such Reinforcement Learning techniques can be more useful for scheduling but may have limited value for situation-based dispatching. Also, in an environment where the underlying capacity model is always a simplified representation of actual operations, an optimal solution would never be found anyway. Rather, for all practical purposes it is sufficient to determine a much better solution with as few iterations as possible.
4.10 Smart (Semiconductor) Manufacturing
Lars Mönch (FernUniversität in Hagen, DE) and John Fowler (Arizona State University – Tempe, US)
License: ![]() Creative Commons BY 4.0 International license © Lars Mönch and John Fowler
Creative Commons BY 4.0 International license © Lars Mönch and John Fowler
In this talk, we discuss the notion of smart (semiconductor) manufacturing. The talk is motivated by the fact that the notion of smart manufacturing is fuzzy to some extent. The term is often used by software vendors. Goal of this presentation: some unification as a prerequisite for the seminar based on the diverse existing literature. The roots of Smart Manufacturing can be find in flexible manufacturing systems, computer integrated manufacturing (CIM), and the intelligent manufacturing systems (IMS) program. We start by defining the term smart manufacturing. The pillars materials, manufacturing technology processes, data, predictive manufacturing, and sustainability will be discussed. Opportunities and challenges for smart manufacturing are described. Moreover, applications to semiconductor manufacturing are described. Research topics for semiconductor smart manufacturing are identified in the last part of the talk.
4.11 DTFab: Performance Improvement, Analytics and Security in DT – controlled Semiconductor Systems
Giulia Pedrielli (Arizona State University – Tempe, US)
License: ![]() Creative Commons BY 4.0 International license © Giulia Pedrielli
Creative Commons BY 4.0 International license © Giulia Pedrielli
Digital factories have been recognized as a paradigm with considerable promise for improving manufacturing performance. Digital Twins have emerged as a powerful tool to improve control performance for large-scale smart manufacturing systems. We argue that DT-based smart factories are vulnerable to attacks that use the DT to damage the system while remaining undetectable, specifically in high-cost processes, where DT technologies are more likely to be deployed. As an instructive example, we look into smart semiconductor processes with focus on photolithography.
We formulate a static optimization problem to maximize the damage of a cyber-attack against a photolithography digital twin that minimizes detectability to the process controller. Results demonstrate that this problem formulation provides attack policies that successfully reduce the throughput of the system at trade off of increased detectability to a common process control technique. Results encourage more research in the domain, especially to face scalability and policy-like solutions.
4.12 Consideration of Customer Agreements in End-to-End Supply Chain Planning Processes
Thomas Ponsignon (Infineon Technologies – München, DE)
License: ![]() Creative Commons BY 4.0 International license © Thomas Ponsignon
Creative Commons BY 4.0 International license © Thomas Ponsignon
Customer agreements have gained increasing strategic importance in the semiconductor business over the last two years. One type of customer agreements is Capacity Reservation Agreement (CRA). CRA is a premium service offered to selected customers with key benefits for both the manufacturer and the customer. However, supply chains are required to handle not only CRAs, but a large variety of customer agreements, which bring along new problem statements during the entire contract lifecycle. There are only very few papers in the literature addressing those challenges. Infineon’s approach was to implement a dedicated application called Customer Agreement Tracking Solution (CATS), which allows the centralized and digitalized storage of volume-related customer agreements as a single source-of-truth system. CATS data is used throughout all phases, from contract negotiation to contract fulfilment, to support decision-making in downstream supply chain processes and systems. Further details about Infineon’s practices are provided along long-, mid-, and short-term decisions. Remaining open challenges are outlined. Finally, implications for smart semiconductor manufacturing are described along the lines of horizontal and vertical integration.
4.13 Semiconductor Manufacturing Digitalisation Challenges
Alexandru Prisacaru (Bosch GmbH – Stuttgart, DE)
License: ![]() Creative Commons BY 4.0 International license © Alexandru Prisacaru
Creative Commons BY 4.0 International license © Alexandru Prisacaru
In semiconductor manufacturing, many process steps are required to realize the desired chip design. Up to 600 steps and five months are needed to produce a wafer. Complexity further increases when having a high volume and high mix of products. Digitalisation is helping in handling such complexity to improve production and optimize utilization. Digitalisation comes with different challenges that must be tackled. Data availability and connectivity of the production systems are only sometimes available for the analytics. The data is either distributed in silos or in closed systems. In addition, the existing databases are designed for local purposes and do not have big data functionalities in the design. Another challenge represents the equipment legacy, in which software or hardware updates can be costly to have the required functionality. Software extensions built internally must have additional infrastructure to support it. In a manufacturing environment, software reliability plays an important role. It must always be available and robust enough to fulfill the high requirements. Most proof of concept fails because it does not bring any advantage or is costly. Additionally, finding the balance between a one-solution/one-platform strategy and a very complex and hard-to-train many-solution platform strategy is challenging. Even when these challenges are met and solved, there is the human factor challenge, mainly how to digitize the expert knowledge. Highly trained teams with different skill sets are required to operate these solutions.
4.14 Cloud-based Simulation Experiments for Optimization and Machine Learning
Oliver Rose (Universität der Bundeswehr – München, DE)
License: ![]() Creative Commons BY 4.0 International license © Oliver Rose
Creative Commons BY 4.0 International license © Oliver Rose
In simulation-based decision support in industry and the military, large numbers of configurations are usually examined using simulation experiments. This is true for classical optimization problems of operations research as well as for the creation of machine-learned models, especially for decision making based on reinforcement learning. In both cases, enormous amounts of simulation data are generated and consumed. Running the experiments on ordinary office computers is possible in principle but leads to exceptionally long problem-solving times. It therefore makes sense to outsource the experiments to a "simulation cloud". The paper/chapter deals with the software and hardware requirements for such a simulation infrastructure and gives first insights into the expected performance of this solution.
4.15 Genetic Programming for Energy-aware Scheduling
Daniel Schorn (FernUniversität in Hagen, DE) and Lars Mönch (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Daniel Schorn and Lars Mönch
Creative Commons BY 4.0 International license © Daniel Schorn and Lars Mönch
We consider a scheduling problem for identical parallel batch processing machines in semiconductor wafer fabrication facilities (wafer fabs). Unequal ready times of the jobs and incompatible job families are assumed. An integrated objective function consisting of the total weighted tardiness and the total electricity cost is considered. A time-of-use (TOU) tariff is assumed. A genetic programming procedure is proposed to automatically discover dispatching rules for list scheduling approaches. A decision theory heuristic is used to decide when to schedule idle times on the machines to improve the TEC measure. A time window decomposition is applied to take into account the different ready times of the jobs. Results of the computational experiments show that the learned dispatching rules lead to high-quality schedules in respect to the integrated objective function.
4.16 Order-lot Pegging in a Multi-Fab Setting
Liji Shen (WHU – Vallendar, DE), John Fowler (Arizona State University – Tempe, US), Lars Mönch (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Liji Shen, John Fowler, and Lars Mönch
Creative Commons BY 4.0 International license © Liji Shen, John Fowler, and Lars Mönch
This study considers the highly sophisticated wafer fabrication process and extracts a specific lot-order pegging problem. Given are a set of orders containing different numbers and types of wafers, as well as multiple identical wafer fabs. Wafer lots in each fab which are either already released or to be released, are used to satisfy orders. Our goal is to find a matching of orders and lots so that the total tardiness is minimized.
In our approach, we first consider genetic algorithm (GA) which is based on the random-key representation for parallel machine problems. Besides the population-based method, we develop an iterated local search (ILS) algorithm with diverse rules for generating initial solutions and determining fab assignment, as well as neighbourhoods. To further improve performance, we also combine GA and ILS.
For our computational tests, we adopt and extend the problem instances in the literature where a simulated annealing (SA) algorithm is proposed. When solving the original instances with one fab, ILS outperforms SA. ILS also reaches better solutions comparing to GA in a multi-fab setting. On the other hand, hybridizing GA and ILS achieves best results.
4.17 Automation Challenges in Semiconductor Fabs
Marcel Stehli (Globalfoundries – Dresden, DE)
License: ![]() Creative Commons BY 4.0 International license © Marcel Stehli
Creative Commons BY 4.0 International license © Marcel Stehli
Semiconductor manufacturing is one of the most complex production systems ever build. To manage the complexity, enormous efforts have been made in the last decades to automate the manufacturing process. Nowadays for modern 300mm manufacturing lines the entire value creation chain within a fab is fully automated. This concerns the actual wafer processing as well as the logistics around the production process. Standardization of machine interfaces, transport systems and software interface have made a decisive contribution here.
The achivements in full fab automation provide a significant baseline for the overall optimization of the production process from a WIP flow perspective. However, challenges remain due to the systems complexity and interdependcies and the still required humand interaction with the system and its processes. Furthermore it remains challenging to build an overall and comprehensive fab control model that allows for a unified and standardized way of controlling and optimization of the fab operation.
4.18 Machine Learning-based Process Modeling in Semiconductor Manufacturing
Gian Antonio Susto (University of Padova, IT)
License: ![]() Creative Commons BY 4.0 International license © Gian Antonio Susto
Creative Commons BY 4.0 International license © Gian Antonio Susto
Machine Learning (ML) has had a tremendous impact on many industries, especially those that rely heavily on data. In Semiconductor Manufacturing (SM), ML solutions have proven highly effective at various levels. The seminar primarily focused on ML applications at the process level, involving sensors and metrology data. Several technologies fall within this domain, including Predictive Maintenance, Virtual Metrology, Fault Detection, Dynamic Sampling, to name just a few.
The seminar emphasized Anomaly Detection, a critical task in process-level modeling aimed at enhancing monitoring capabilities. Currently, the industry relies mainly on univariate control charts for process monitoring, which have several limitations: (i) they fail to capture the multivariate nature of the problem; (ii) they rely on unimodal/Gaussian distribution assumptions; (iii) they can overwhelm users when monitoring hundreds of Key Performance Indicators (KPIs). Unsupervised Anomaly Detection (AD) tools can address these issues, offering comprehensive and concise information that can be utilized in Decision Support Systems.
During the seminar, we also introduced DIFFI, an approach designed to make Isolation Forest, arguably the most popular and effective AD method, more interpretable. This has the potential to significantly impact the adoption and trustworthiness of AD, as well as expedite root cause analysis and decision-making processes.
Furthermore, we highlighted some general challenges in developing ML solutions for semiconductor manufacturing and identified potential actors who could successfully overcome these obstacles.
5 Breakout Reports
5.1 Breakout Session 1a
Young Jae Jang (KAIST – Daejeon, KR), Henrik Schmielau (Infineon Technologies – München, DE), Hans Ehm (Infineon Technologies – München, DE), Jessica Hautz (KAI – Villach, AT), Peter Lendermann (D-SIMLAB – Singapore, SG), Oliver Rose (Universität der Bundeswehr – München, DE), and Marcel Stehli (Globalfoundries – Dresden, DE)
License: ![]() Creative Commons BY 4.0 International license © Young Jae Jang, Henrik Schmielau, Hans Ehm, Jessica Hautz, Peter Lendermann, Oliver Rose, and Marcel Stehli
Creative Commons BY 4.0 International license © Young Jae Jang, Henrik Schmielau, Hans Ehm, Jessica Hautz, Peter Lendermann, Oliver Rose, and Marcel Stehli
Quality Control
Supervised learning has become a cardinal tool in overseeing defect identification processes, fundamentally altering the traditional approaches witnessed in semiconductor manufacturing environments. Previously, the identification and sorting of defected chips or wafers hinged on manual visual inspection or rudimentary rule-based classification systems. Leveraging the data accrued from these past exercises, contemporary machine learning algorithms are trained to facilitate an automated, and rapid identification and sorting of defects. A notable method employed in this endeavor is deep learning predicated on supervised learning paradigms.
Machine Maintenance
Supervised learning is once again pivotal in discerning abnormalities in machine function. Notwithstanding the prevalence of supervised learning, it is faced with impediments such as the onerous task of data labeling delineating normal and abnormal functionalities, compounded by frequent unavailability of requisite data. This has engendered a transition towards unsupervised learning approaches, where strategies like deep auto-encoders are gaining traction owing to their aptitude in addressing the aforementioned challenges effectively.
Operations Decision-Making
A critical facet of semiconductor fabrication operations encompasses a broad spectrum of activities including, but not limited to, inventory control, lot release control, and production planning and scheduling. Equally imperative are the strategies deployed in lot dispatching and Overhead Hoist Transfer (OHT) vehicle routing and dispatching. In recent times, there has been a discernible shift towards adopting reinforcement learning approaches, diverging from the traditional optimization or rule-based decisions that previously held sway. For instance, many large chip manufacturers have embraced reinforcement learning in OHT dispatching and routing. Parallelly, processing machine scheduling and dispatching are gradually being recalibrated to incorporate data and simulation-based optimization leveraging the strengths of reinforcement learning. This trend signals a commitment to efficiency and optimization, utilizing the capabilities of modern learning approaches to enhance decision-making processes.
This in-depth analysis showcases the modern advancements in the manufacturing sector, accentuating the pivotal role of learning algorithms in steering quality control, machine maintenance, and operational decision-making towards an epoch of heightened efficiency and precision. It is pertinent to continue exploring and expanding upon these technological strides to foster a robust manufacturing landscape that is aligned with the demands of contemporary production exigencies.
Future needs
In consideration of imminent advancements in artificial intelligence (AI) applications within the manufacturing domain, a pivotal focus rests on fostering a synergistic collaboration between AI specialists and domain experts. The deployment of AI cannot reach its optimum efficacy without the integral guidance of experienced field engineers in data labeling processes, ensuring a judicious application of AI mechanisms rooted in a profound understanding of both the algorithmic logic and the relevant domain knowledge.
Given the inherent complexity of AI algorithms, which often preclude a comprehensive understanding of their underlying logic, it becomes incumbent upon decision-makers to at least grasp the foundational principles of AI model construction. This facilitates more informed decisions, precluding misconceptions that may arise from a lack of understanding of the modeling assumptions and the provenance of the data utilized. Consequently, we underscore the necessity of collaboration between AI and domain experts to mitigate potential errors in conclusions derived from AI analytics.
In furtherance of this objective, we propose the integration of expert systems that amalgamate conventional knowledge and logical reasoning with machine learning. This approach promises to be a robust conduit for the cohesive assimilation of domain and AI expertise, generating solutions that are both innovative and grounded in established knowledge.
Moreover, we envision the establishment of a digital test bed, operationalizing a virtual factory predicated on simulated factory operations, to serve as a fertile ground for AI and domain experts to foster collaborative innovations. This virtual environment not only facilitates a harmonious collaborative endeavor but also engenders a repository of simulated data, enhancing the reliability and efficacy of AI applications in real-time operations.
Lastly, we turn our focus to the burgeoning application of reinforcement learning in Automated Material Handling System (AMHS) operations. Despite its nascent stage in acceptance, it harbors considerable potential to revolutionize other operational realms including inventory control, lot release control, and lot dispatching. We posit that these domains present a ripe landscape for the efficacious implementation of machine learning solutions predicated on reinforcement learning, thereby heralding a new frontier in manufacturing optimization.
In conclusion, as we stand on the cusp of a transformative era in manufacturing, it is imperative to strategically leverage the collaborative might of AI and domain expertise, steering towards a future characterized by innovation, efficiency, and precision. The propositions delineated herein advocate for a meticulous and collaborative approach to integrating AI in manufacturing, urging an embracing of systems that are both logical and adaptive, with an eye towards a harmonized and prosperous future in manufacturing.
5.2 Breakout Session 1b
Cathal Heavey (University of Limerick, IE), William Bitsch (WHU – Vallendar, DE), Stéphane Dauzère-Pérès (Mines Saint-Etienne, FR), Lars Mönch (FernUniversität in Hagen, DE), Giulia Pedrielli (Arizona State University – Tempe, US), and Alexandru Prisacaru (Bosch GmbH – Stuttgart, DE)
License: ![]() Creative Commons BY 4.0 International license © Cathal Heavey, William Bitsch, Stéphane Dauzère-Pérès, Lars Mönch, Giulia Pedrielli, and Alexandru Prisacaru
Creative Commons BY 4.0 International license © Cathal Heavey, William Bitsch, Stéphane Dauzère-Pérès, Lars Mönch, Giulia Pedrielli, and Alexandru Prisacaru
After initial discussion a number of questions were derived among the breakout group. These questions are given below:
What are the problems that ML can tackle in semiconductor topics:
-
Root cause analysis: take measures for specific lots and see the impact on the yield of the different parts
-
Many applications are now in the control part, examples are:
-
–
Sampling of the lot: how do one choose if a lot is important to measure a lot or not
-
–
Process control
-
*
Virtual metrology:
-
·
Predict the value of the measure. Try to predict the value of the metric
-
·
measurements
-
·
SPC enhancement, with techniques that replace the traditional SPC with control charts
-
·
in general advanced process control (APC)
-
·
equipment Process Control: controlling the machining parameters
-
·
run-to-run: take measures and change machining parameters and ML is used to build the run-to-run model
-
·
-
*
-
–
Production control
Cycle time prediction is another important area: ML is paired with the MES system in this case. It could be:
-
–
Fab level:
-
–
Single step:
-
–
Phases in the fab that predict where the lot is going to be in the next few days: this can be for:
-
*
Production planning
-
*
Scheduling
-
*
-
–
-
Dispatching & Scheduling (ML is used more towards dispatching)
-
Lot release/order release could also be done via ML
-
ML to shorten simulation time, through the use of a metamodel
-
Optimize parameters of a dispatching rule to calibrate the hyperparameters of the policy
-
Predictive Maintenance:
-
–
ML can be used to predict the failure time
-
–
Policy improvement can be used in the context of Reinforcement Learning
-
–
-
Optimizing transportation within the material handling systems:
-
–
Evaluation of vehicle health
-
–
Routing of vehicles in the system
-
–
Critical aspects
-
How do we understand what data need to be “forgotten” and what new data should be included?
-
When decisions are complicated the effectiveness of the methods decreases
-
Dispatching seems doable but more challenges appear for things like scheduling
-
High dimensionality is still a challenge. We need to understand what the dimensionality is where these techniques work.
We also discussed questions on ML approaches, such as:
ML methods
-
Image recoginition
-
Image processing techniques
-
Dynamic Neutral Network
-
Large Language Models (?)
-
Bayesian NN
Challenges
-
Computing infrastructure required, what is the economical cost, what are solutions for HW architecture? Is that a huge beyond the computing power of Fab companies, as they do not want to use cloud computing
-
Preparation effort:
-
–
Labeling
-
–
Annotation
-
–
Prepping the problem in a way that it can be handled with ML techniques
-
–
-
Transparency-inexplicability
-
Verification and guarantees associated to the model
-
Reboustness to:
-
–
Changes in the features
-
–
Dynamical changes in time
-
–
Other Issues
-
Explainable ML/AI – have an alternative model
-
Move of expertise to software from Industrial Engineering (IE)
-
Job security.
5.3 Breakout Session 1c
Thomas Ponsignon (Infineon Technologies – München, DE), Dominik Bisslich (Infineon Technologies AG – Neubiberg, DE), John Fowler (Arizona State University – Tempe, US), Michael Hassoun (Ariel University, IL), Andrea Matta (Polytechnic University of Milan, IT), Daniel Schorn (FernUniversität in Hagen, DE), Mahsa Shekari (Polytechnic University of Milan, IT), and Liji Shen (WHU – Vallendar, DE)
License: ![]() Creative Commons BY 4.0 International license © Thomas Ponsignon, Dominik Bisslich, John Fowler, Michael Hassoun, Andrea Matta, Daniel Schorn, Mahsa Shekari, and Liji Shen
Creative Commons BY 4.0 International license © Thomas Ponsignon, Dominik Bisslich, John Fowler, Michael Hassoun, Andrea Matta, Daniel Schorn, Mahsa Shekari, and Liji Shen
Introduction
The application ML in various sectors, including smart manufacturing in the semiconductor industry, has revolutionized the way decisions are made and operations are conducted. However, this integration comes with its own set of challenges. The breakout session centered around discussions on challenges such as expertise and skill gaps, data and knowledge misalignment, standardization issues, unclear roles and expectations from ML, job security concerns, decision-making and validation challenges, and potential future directions. This essay aims to summarize the key discussions and potential solutions addressed during the session.
Expertise and Skill Gaps
The dichotomy between AI enthusiasts and engineering domain experts is particularly evident in the semiconductor industry. This creates a perceived preference for modern ML methods over classical statistical or operational research techniques. The necessity for domain knowledge in labeling and complex decision-making was discussed, highlighting the importance of integrating domain expertise with ML knowledge to effectively address this gap in smart manufacturing.
Data and Knowledge Gap
The misalignment between collected data and actual knowledge poses a significant challenge, impacting the transparency, verification, and robustness of ML systems in the semiconductor industry. Communication challenges between Cyber-Physical Systems (CPS) AI experts and field engineers make it difficult to understand which data can be used to solve specific problems, a crucial aspect in the complex world of semiconductor manufacturing.
The lack of established standards for ML in the manufacturing domain, including the semiconductor industry, was noted. Variances in definitions and methodologies across different vendors and suppliers, and the development of proprietary standards, question the need for universal ones. This necessitates exploring semi-standard approaches and recognizing the value-driven work of companies and the role of standards in it.
Role and Expectations from ML
Ambiguities in setting clear goals for ML and the need for new roles like Labeler, Decision Maker, and Exception Handler were discussed in the context of smart manufacturing. There are concerns about the trustworthiness of ML and its implications, highlighting the importance of clearly outlining expectations from ML in decision support and changing classical tasks towards ML-embedded functions.
Job Security Concerns
Fears of job displacement due to ML, along with the emphasis on the creation of advanced qualification roles, were discussed. It is crucial to recognize the shift of talents to software domains and address the talent gap in hardware sectors, including the semiconductor industry. Encouraging talents to understand both classical and ML approaches for a holistic skill set, with Factory Physics as a fundamental skill before diving into ML, is essential.
Approach and Methodology Challenges
Balancing between supervised and unsupervised learning, the importance of labeling, and the challenges associated with it were discussed. There was a debate over the usage of images in ML modeling and their significance in semiconductor manufacturing.
Decision Making and Validation
The challenge of verifying ML-based decisions in complex systems, like semiconductor manufacturing, and concerns about the speed versus explainability trade-off in ML were discussed. The need for human oversight in decision validation and advocacy for explainable AI to facilitate decision-making were noted. A potential solution discussed was a dual-system approach, one system for decision generation and another for explanation, which could be particularly beneficial in the complex and critical processes involved in semiconductor manufacturing.
Applications for ML and Boundaries
Discussions included the problems that ML can tackle in the semiconductor industry, such as (Advanced) Process control, Equipment Process control, Cycle Time (CT) Predictions, Dispatching & Scheduling, Hyperparameter Tuning, Lot and order release, Predictive Maintenance, and AMHS – Routing Problems.
Conclusions
The integration of ML into smart manufacturing in the semiconductor industry brings about various challenges. Bridging the expertise and skill gaps, addressing data and knowledge misalignment, resolving standardization issues, clarifying roles and expectations from ML, addressing job security concerns, tackling approach and methodology challenges, and ensuring proper decision-making and validation are crucial areas of focus. The potential for a dual-system approach for decision generation and explanation was discussed as a possible solution. Addressing these challenges requires a holistic approach that considers the complexities of integrating ML into the semiconductor manufacturing domain while ensuring the transparency, robustness, and effectiveness of the systems.
5.4 Breakout Session 2a/c
Andrea Matta (Polytechnic University of Milan, IT), Cathal Heavey (University of Limerick, IE), Dominik Bisslich (Infineon Technologies AG – Neubiberg, DE), John Fowler (Arizona State University – Tempe, US), Jessica Hautz (KAI – Villach, AT), Young Jae Jang (KAIST – Daejeon, KR), Peter Lendermann (D-SIMLAB – Singapore, SG), Lars Mönch (FernUniversität in Hagen, DE), Thomas Ponsignon (Infineon Technologies – München, DE), Alexandru Prisacaru (Bosch GmbH – Stuttgart, DE), Oliver Rose (Universität der Bundeswehr – München, DE), Henrik Schmielau (Infineon Technologies – München, DE), Daniel Schorn (FernUniversität in Hagen, DE), Liji Shen (WHU – Vallendar, DE), and Marcel Stehli (Globalfoundries – Dresden, DE)
License: ![]() Creative Commons BY 4.0 International license © Andrea Matta, Cathal Heavey, Dominik Bisslich, John Fowler, Jessica Hautz, Young Jae Jang, Peter Lendermann, Lars Mönch, Thomas Ponsignon, Alexandru Prisacaru, Oliver Rose, Henrik Schmielau, Daniel Schorn, Liji Shen, and Marcel Stehli
Creative Commons BY 4.0 International license © Andrea Matta, Cathal Heavey, Dominik Bisslich, John Fowler, Jessica Hautz, Young Jae Jang, Peter Lendermann, Lars Mönch, Thomas Ponsignon, Alexandru Prisacaru, Oliver Rose, Henrik Schmielau, Daniel Schorn, Liji Shen, and Marcel Stehli
Simulation-based decision support remains an integral tool for semiconductor manufacturing optimization. Using simulation-based methods can enhance operational efficiency, from individual tools to entire supply chains, fostering adaptability and strategic decision-making. Addressing current challenges in the field will help semiconductor manufacturers to improve their operations and align them with business goals, in this fast progressing industry.
Applications in Semiconductor Manufacturing
-
Semiconductor manufacturing leverages simulation-based decision support across a spectrum of decision types.
-
Applications can be categorized based on their frequency.
-
Real-time and operational decision-making covers immediate decisions and near-time operational decisions, like planning machine maintenance in the next shifts.
-
Tactical and strategic decision-making is more concerned with long-term planning and design decisions that are less frequent and more permanent.
-
Decisions can also be distinguished by the resources involved. At the lowest level, there are the tools or tool sets within a semiconductor wafer fab. At a higher level, the focus shifts to the entire production line, the fab, or material handling systems that connect different tools or tool sets. One step higher still, the internal supply chain and the end-to-end supply chain come into consideration.
-
Different tools are used based on the type of decisions.
Simulation Types
-
Simulation-based decision-making approaches are often distinguished by the level of integration between the simulation and the corresponding physical entity. At the one extreme, we can find offline simulations that are solely used to plan and design. At the other extreme, we can find fully integrated digital twins that enable a real-time connection from the simulation model to the physical entity and vice versa.
-
While online models can be used concurrently with real-world processes, offline models provide a way to plan and analyze the operations through simulation. These models provide a valuable tool to validate models in the complex semiconductor manufacturing environment.
-
Furthermore, with the increased usage and interest in machine learning to optimize those models, simulations can be used for training or to generate data for training.
-
Last, simulation results can be extracted and used in a production environment. This approach is limited by the computational power needed, which makes it necessary to either limit the simulation complexity, not use edge computing or only apply it for decisions with longer time horizons.
Challenges in Industry and Academia
The Dagstuhl Seminar highlighted several critical challenges in this field for industry practitioners as well as researchers.
-
Sharing data between operations and simulation models is complicated due to the specific requirements of semiconductor fabrication, which involves highly specialized machines and complex processes spanning sometimes over a thousand processing steps and more than ten weeks.
-
Due to cybersecurity concerns of cloud computing, wafer fabs often only use local servers for controlling the production environment.
-
The restriction to local infrastructure makes it harder to collect and process the data for simulations, as well as feed in results from simulation-based decision support into the system.
-
Integrating simulation-based decision support into the system is therefore a substantial task.
-
Another significant industry challenge pertains to the integration of machine learning into simulation-based decision support. Addressing how to effectively employ machine learning, particularly reinforcement learning, in semiconductor manufacturing emerges as a critical concern.
-
Moreover, integrating operational measures to achieve business objectives is a difficult challenge due to the complex environment. Measuring the impact of operational changes in the sophisticated semiconductor manufacturing process and aligning them with business goals presents unique difficulties, although simulation has proven to be a valuable tool in this regard.
-
Finally, a recurrent issue is the reusability of simulations and models. The intricate manufacturing environment makes it necessary to simulate only parts of the manufacturing process with different levels of detail. This leads to rework due to the necessity of creating different simulation models for the same physical entities.
-
Additionally, the proposal of a standardized language with a digital ontology model as a reference point aims to enhance reusability.
In academia, the challenges are shaped by the ever-evolving landscape of semiconductor manufacturing.
-
Testbeds for simulations, comprising benchmarking data and industrial and simulation data, are deemed essential for addressing the most pressing challenges faced by researchers.
-
Finally, simulation optimization emerged as a key topic of discussion, emphasizing the importance of developing and implementing effective simulation models for achieving optimal outcomes within semiconductor manufacturing.
Conclusions
-
Simulation-based decision support plays a crucial role in semiconductor manufacturing optimization.
-
Its applications span from real-time operational decisions to long-term strategic planning, encompassing various levels of the manufacturing process.
-
Simulation types vary from offline models for planning and design to fully integrated digital twins for real-time control.
-
However, the industry faces challenges in data sharing, cybersecurity, machine learning integration, operational alignment with business goals, and simulation reusability. Addressing these challenges is vital for semiconductor manufacturers to enhance their operations and stay competitive in this rapidly evolving industry.
-
In academia, the emphasis lies on testbeds, simulation optimization, and fostering active collaboration with the industry to acquire essential insights and advance research in semiconductor manufacturing simulation.
5.5 Breakout Session 2b
Michael Hassoun (Ariel University, IL), William Bitsch (WHU – Vallendar, DE), Stéphane Dauzère-Pérès (Mines Saint-Etienne, FR), Hans Ehm (Infineon Technologies – München, DE), Rohan Korde (Arizona State University – Tempe, US), Giulia Pedrielli (Arizona State University – Tempe, US), and Mahsa Shekari (Polytechnic University of Milan, IT)
License: ![]() Creative Commons BY 4.0 International license © Michael Hassoun, William Bitsch, Stéphane Dauzère-Pérès, Hans Ehm, Rohan Korde, Giulia Pedrielli, and Mahsa Shekari
Creative Commons BY 4.0 International license © Michael Hassoun, William Bitsch, Stéphane Dauzère-Pérès, Hans Ehm, Rohan Korde, Giulia Pedrielli, and Mahsa Shekari
Background and semiconductor manufacturing simulation major characteristics
Granularity
In general, simulation in semiconductor manufacturing is carried out at these levels:
-
End to end supply chain (E2E). From raw material suppliers to end customers
-
Internal supply chain (INT). Fabrication, Sort, Assembly/Test
-
Factory (FAB). The fabrication itself. Usually withing a single fab, production and transport.
-
Tool set (TS). Usually the external operation of a group of identical tools, production and transport.
-
Tool (T). Usually the internal sequence of operations inside the machine itself.
Types of simulations
-
Discrete event simulation (DES)
-
Agent-based modeling (ABM)
-
System dynamics (SD)
-
Differential equations and Markov Decision Process (MDP)
Frequency of use/ type of problem
-
Strategic (Long term capacity planning)
-
Tactical (Medium term capacity planning, specific mix scenarios, capacity adjustments etc.)
-
Operational (Day or shift planning. Actual WIP situation)
-
Real Time: (Immediate decision-making at the lot/PM/tool level)
Software
Typically, two simulation software tools are used in semiconductor manufacturing:
-
AnyLogic
-
Autosched AP
The connections between SOFTWARE, FREQUENCY, GRANULARITY, and SIMULATION TYPE are captured in Table 3.
![[Uncaptioned image]](Table%203%20BS2b.png)
Future needs
Specific areas in the fab that require attention, and simulation is most probably the tool of choice.
We first point out the need to develop simulation to tackle operation questions that are not yet solved. The most prominent examples of such operational topics are, amongst others, reticle management, and preventive maintenance.
Open questions in terms of simulation abilities:
-
1.
The team has recognized that simulation models developed to tackle certain issues are seldom reusable for other inquiries. Lots of rework is required because old models need to be modified to accommodate business-level changes. The question is how can simulation models be designed and documented in such a way to ease their reuse?
-
2.
Semiconductor-specific simulation toolbox: Today, only Autosched AP offers a semiconductor oriented set of tools and functionalities. There seem to be a need for such a dedicated semiconductor-specific simulation toolbox similar for example to the transportation toolbox that can be found in AnyLogic
-
3.
How to create a standardized language with an ontology for simulation? Create a “role model” as a digital reference (NXP, STMicro, Infineon).
-
4.
How to create fab-level testbeds for simulation models? Several models exist, the latest to have been presented to the community as a replacement for the aging MIMAC is the SMT2020. Yet, their complexity makes them difficult to implement. Furthermore, the data format, although “open” (Excel tables) fits the Autosched software which is expensive to purchase. As a result, University struggles to implement such testbeds for research purposes. An open-source tool, already implementing the baseline model while allowing customization would greatly ease the use of such testbeds.
-
5.
How to capture industrial data in the testbeds? Actual industrial data (WIP/availability/qualification/etc. snapshots) has been made available to researchers. How can such data be integrated to testbed to test, for example, scheduling policies?
-
6.
How and when to integrate simulation with optimization, and what is the adequate level of detail of simulation model inside an optimization model?
-
7.
How can digital twins be integrated with simulation models to manage operations more effectively?
-
8.
How can machine learning models be integrated with simulation models to manage operations more effectively?
5.6 Breakout Session 3a
Lars Mönch (FernUniversität in Hagen, DE), William Bitsch (WHU – Vallendar, DE), Stéphane Dauzère-Pérès (Mines Saint-Etienne, FR), Michael Hassoun (Ariel University, IL), and Daniel Schorn (FernUniversität in Hagen, DE)
License: ![]() Creative Commons BY 4.0 International license © Lars Mönch, William Bitsch, Stéphane Dauzère-Pérès, Michael Hassoun, and Daniel Schorn
Creative Commons BY 4.0 International license © Lars Mönch, William Bitsch, Stéphane Dauzère-Pérès, Michael Hassoun, and Daniel Schorn
Sustainability (in a narrow sense)
-
Wafer fabs highly energy-intensive
-
annual energy utility bills huge
-
emission of non-CO2 greenhouse gases, such as perflorocarbons (PFCs), extremely long atmospheric lifetime huge
Topics
-
energy reduction vs. energy management
-
pollution reduction (CO2/greenhouse gases)
-
Waste management => “control” wafers, nonproductive (NP) wafers
-
Water management (water needs to be cleaned, reuse rate)
-
Introduction of renewable energy sources (such as photovoltatics (PVs), wind turbines (WTs)), considering pollution taxes and/or subsidies => strategic network design problems
-
Workforce: work from home
Scheduling
-
Clean room requires around 60% of overall energy consumption
-
Management of peak demand (during summer time)
-
Maybe backend more appropriate compared to frontend
Conclusion
-
Getting data (energy consumption by tools, energy offered by PV, WT) challenging
-
Which topics can be addressed by OR tools?
-
It is important to generate/store energy on the fab level?
-
A Survey is needed, not much work done so fare.
Breakout Session 3b
The discussions in this session were not collected.
Breakout Session 3c
The discussions in this session were not collected.
6 Participants
-
Dominik Bisslich – Infineon Technologies AG – Neubiberg, DE
-
William Bitsch – WHU – Vallendar, DE
-
Stéphane Dauzère-Pérès – Mines Saint-Etienne, FR
-
Hans Ehm – Infineon Technologies – München, DE
-
John Fowler – Arizona State University – Tempe, US
-
Michael Hassoun – Ariel University, IL
-
Jessica Hautz – KAI – Villach, AT
-
Cathal Heavey – University of Limerick, IE
-
Raphael Herding – Westfälische Hochschule – Bocholt, DE
-
Young Jae Jang – KAIST – Daejeon, KR
-
Adar Kalir – Intel Israel – Qiriat-Gat, IL
-
Rohan Korde – Arizona State University – Tempe, US
-
Peter Lendermann – D-SIMLAB – Singapore, SG
-
Andrea Matta – Polytechnic University of Milan, IT
-
Lars Mönch – FernUniversität in Hagen, DE
-
Giulia Pedrielli – Arizona State University – Tempe, US
-
Thomas Ponsignon – Infineon Technologies – München, DE
-
Alexandru Prisacaru – Bosch GmbH – Stuttgart, DE
-
Oliver Rose – Universität der Bundeswehr – München, DE
-
Henrik Schmielau – Infineon Technologies – München, DE
-
Daniel Schorn – FernUniversität in Hagen, DE
-
Masha Shekari – Polytechnic University of Milan, IT
-
Liji Shen – WHU – Vallendar, DE
-
Marcel Stehli – Globalfoundries – Dresden, DE
-
Gian Antonio Susto – University of Padova, IT
![[Uncaptioned image]](x3.jpg)